





Одним из многих способов соединения деталей является паяние.
По способу соединения деталей при помощи паяния различают паяние на твердом припое и паяние на мягком припое. Здесь будет рассмотрено паяние на мягком припое, которое чаще всего применяется умельцами. При паянии с помощью мягкого припоя металлы соединяются сплавом олова и свинца при нагревании.
Условия для паяния.
Металлы проявляют различные свои свойства при паянии: цветные металлы и их сплавы паяются без особых затруднений; то же самое относится и к стали. Паяние алюминия представляет значительные трудности.
Причина, почему одни металлы легко подвергаются паянию, а другие плохо, зависит от того, насколько металл чист, т. е. насколько устранено его окисление при соприкосновении с воздухом, когда его начинают паять.
Окисление металлов предотвращается с помощью флюсов. В таблице приведены сведения о применении флюсов.
| Флюсы | Применение |
|---|---|
| Паяльная кислота (может быть приготовлена собственными силами из соляной кислоты и цинка: маленькие кусочки цинка опускают в соляную кислоту, и они там растворяются с выделением газов. Паяльная кислота считается годной к применению тогда, когда цинк в соляной кислоте перестанет растворяться.) | Цинк (Специалист при паянии цинка в качестве флюса применяет чистую соляную кислоту. Умельцам же из-за опасности при обращении с соляной кислотой мы советуем и в этом случае применять паяльную кислоту.) и оцинкованные металлы, свинец |
| Канифоль и содержащие канифоль флюсы | Проводники электрического тока (например, провода и кабели) |
Важным для соединения паянием является чистота спаиваемых поверхностей. Места, которые нужно спаять, должны быть тщательно очищены. В этих случаях применяются напильники, трехгранный шабер, проволочная щетка или шкурка.
После этого на места пайки наносится соответствующий флюс.
Паяние.
Паяльник нагревается; для умельца наиболее удобен и выгоден электрический паяльник. Перед паянием рабочая часть паяльника (жало) очищается нашатырем и на нее наносится олово (оно может быть в виде стержня или проволоки). Затем жало паяльника прижимают к месту пайки и держат в таком положении до тех пор, пока олово с жала не стечет на место пайки. Если соединяемые металлы достаточно прогреваются жалом паяльника и олово сливается на них в достаточном количестве, то получается безупречное соединение пайкой.
Часто встречающиеся паяльные работы.
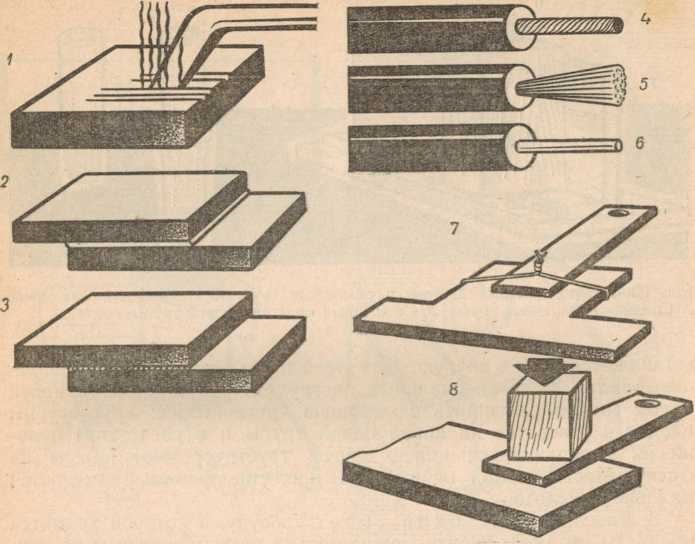
Лужение (покрытие оловом) гибких проводов (рис. 1). При изготовлении удлинительного шнура из вилки, розетки и провода или при монтировании новых патронов в осветительных приборах применяются главным образом гибкие провода, состоящие из скрученных проволочек, заключенных в изолирующую обмотку. Концы этих проводов должны быть перед монтажом покрыты оловом; специалист говорит: они должны быть облужены.
Прежде всего раскручивается конец провода; получается проволочный пучок. Этот пучок обрабатывается мелкой шкуркой до тех пор, пока концы провода не станут блестящими. После этого они снова скручиваются, покрываются канифолью или канифолевым флюсом и облуживаются.
Паяние мелких деталей. Мелкие детали можно легко паять, если предварительно связать их проволокой (рис. 1). Спаиваемые детали можно также придерживать с помощью деревянного бруска. Неправильно, когда спаиваемые детали зажимаются в тисках, так как тиски сильно отводят тепло паяльника, вследствие чего получается плохая пайка.
После этого на места пайки наносится соответствующий флюс.
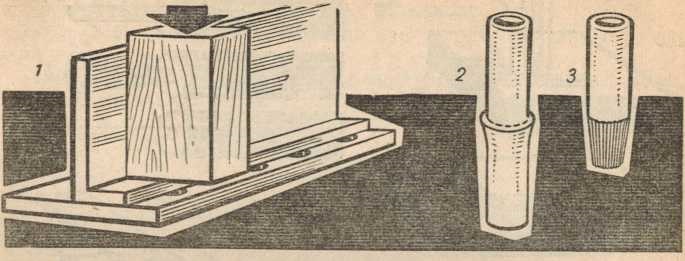
Паяние длинных швов. На рисунке 2 показано, как производится паяние длинных швов. Спаиваемые детали прижимаются одна к другой с помощью деревянного бруска и скрепляются припоем через равные интервалы. После этого наносится шов по всей длине.
Паяние свинцовых труб. На рисунке 2 показано, как должны спаиваться свинцовые трубы. Концы труб перед паянием вставляются одна в другую. Для этого конец одной из труб развальцовывается. Если специальный инструмент отсутствует, то конец трубы можно расширить с помощью круглогубцев: круглогубцы вводят в отверстие на конце одной трубы и в раскрытом положении поворачивают; конец другой трубы срезают ножом на фаску. Места спайки очищают. В качестве флюса применяется паяльная кислота.
В заключение один совет: посуду, в которой хранятся продукты питания, лудить можно только чистым оловом или припоями, содержащими не более 10% свинца (свинец ядовит!).
Поделиться:








